As cold chain losses continue to plague pharmaceutical companies, reliable cold chain transport has become paramount. Approximately 4% of pharmaceuticals do not arrive at their destination in usable condition due to temperature deviations. This costs companies hundreds of thousands of dollars in wasted supplies. For this reason it is critical for pharmaceutical shipping companies to invest in transport containers that can maintain the exact temperatures required for their contents.
Assessing the Importance of Temperature Controlled Shipping Containers for Pharmaceuticals
The use of high-quality cold transport containers in the pharmaceutical transportation process is essential for ensuring that pharmaceutical companies can overcome the numerous shipping obstacles they face:
Temperature Control
The most important and obvious benefit of refrigerated pharmaceutical shipping containers is their ability to maintain the appropriate temperature throughout the pharmaceutical transportation cycle. A temperature variation of as little as two degrees can be enough to spoil the entire lot, which could result in losses totaling hundreds or thousands of dollars for smaller orders and millions for larger shipments.
This issue is exacerbated when shipping pharmaceuticals between locations with extreme temperature variances.
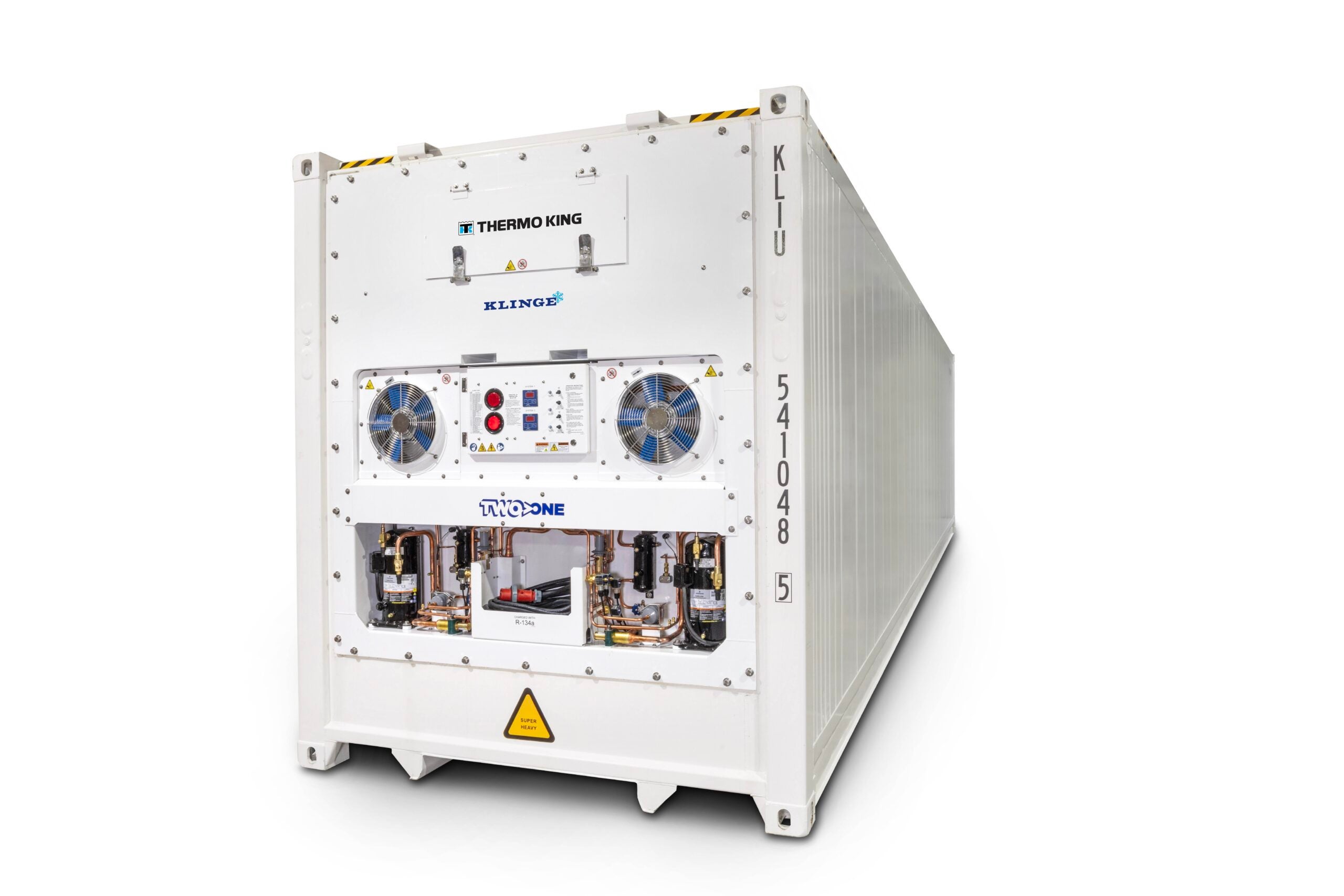
Today, pharmaceutical reefer units are available that will control the temperature of pharmaceutical products and allow the shipper to monitor it throughout the journey. These containers are equipped with sensors that can detect small temperature variations and even determine if the products were exposed to light, which could cause contamination in certain pharmaceuticals.
Klinge offers several pharmaceutical transport container options to meet the temperature requirements of all types of pharma products including vaccines, blood and plasma, and other biologic materials. This enables the shipper to maintain a consistent temperature throughout the journey regardless of the atmospheric conditions.
Maintaining Regulatory Compliance
Pharmaceutical manufacturers must meet stringent regulatory requirements for the good of the public. The Food and Drug Administration and other regulatory agencies impose strict guidelines regarding the handling, packaging and shipping of pharmaceutical substances and products, which also encompass the containers used to transport these materials.
These guidelines stipulate, among other things, that the containers must sufficiently protect the specific dosage form and be manufactured from safe and compatible materials. Pharmaceutical shipping containers help manufacturers remain in compliance with all pertinent laws and regulations, helping them avoid costly fines and minimizing the risk of a damaged or spoiled shipment.
Security/Theft Prevention
With the high value of many pharmaceutical products, theft is a constant threat. Well-constructed reefer containers for pharmaceuticals can make it more difficult for thieves to gain access to the interior of the unit and its contents. When combined with additional security measures implemented by the shipper and warehousing facilities, the containers can mitigate the theft risk.
Cost Reduction
The combination of all the above factors enable pharmaceutical reefer containers to have a positive impact on what matters most: the bottom line. By helping to lower shipping and handling costs and preventing losses in the form of damaged products, refrigerated containers increase the manufacturer’s profitability and deliver a significant return on investment.
Recognizing the extreme requirements and risks associated with cold chain supplies, Klinge meets the challenge of transporting and storing valuable pharmaceuticals with our temperature control equipment. Klinge has provided their refrigeration systems to pharmaceutical and chemical companies such as Novo Nordisk, Eli Lilly, Arkema, and many others.